




Машина за обликување на ролни за таванска Т-мрежа
Име на машина:
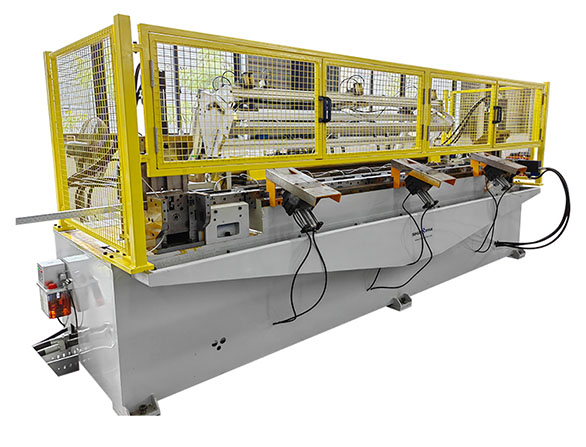
Автоматска машина за формирање ролни со главна Т-мрежа со голема брзина и повеќе спецификации, со промена на една поставена единица за формирање ролери (COMBI).
Единица за обликување со ролери со помош на менувач
1.1. Производната линија на Т-ленти може да се следи од PLC. Доколку производната линија на Т-ленти има грешки, PLC ќе ги лоцира грешките. Лесна е за одржување од страна на работниците.
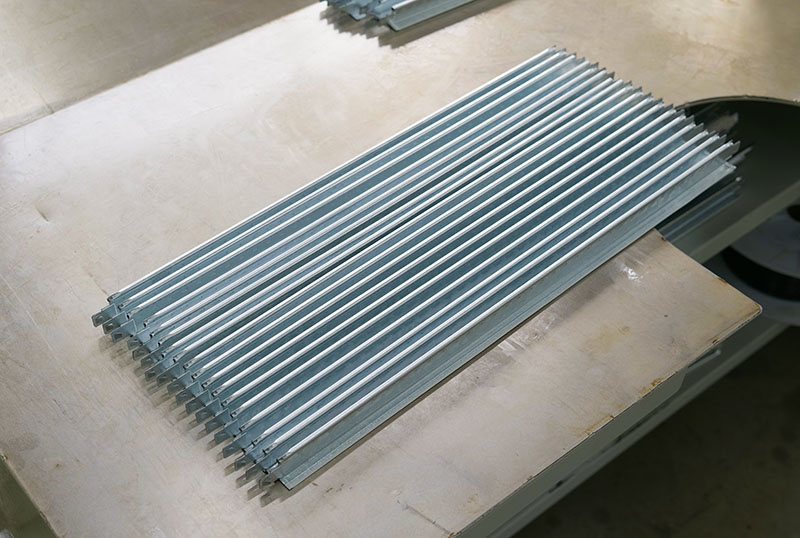
1.2. Брзината на производство на Т-шипки е 0-60M/мин. Просечната брзина на попречната Т-шипка е 36m во минута. Во една минута може да се произведат 6 парчиња со должина од 3660mm (12FT) и 40 парчиња со должина од 1200(4FT).
1.3. Единиците за обликување со ролери со различни спецификации (6) може да се заменат за 30 минути, а спецификациите 24X32H може да се произведат ако се додаде еден сет единици за обликување со ролери (6).
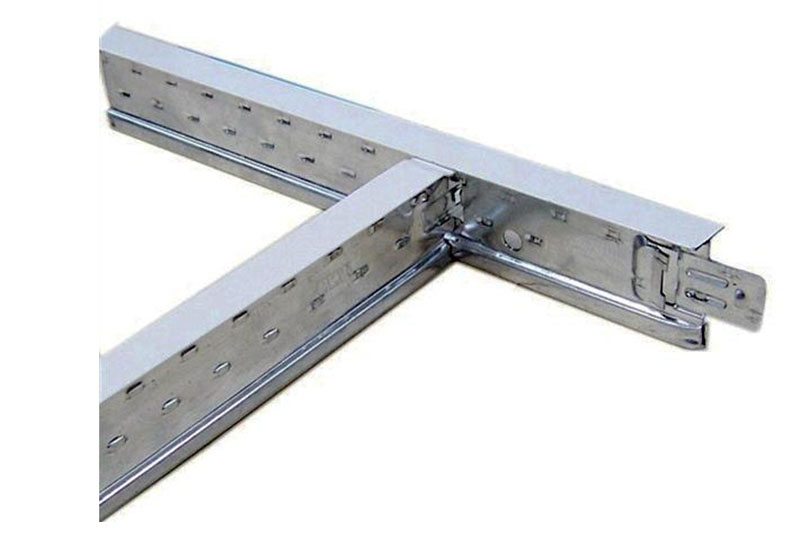
Цртеж на производот:
Главен Т-профил на шипка 38h * 24 * 3600mm / 3700mm.
Попречен Т-профил на шипка 38h*24*600/1200mm.
Ние ја дизајнираме машината според вашиот потврден цртеж.
1. Двоен моторизиран одмотувач (боен челик)
1.1. Капацитет на товарење: 1500 кг * 2
1.2. Спецификација на намотката: надворешен дијаметар 2.000 mm, внатрешен дијаметар 508 mm. Ширина на намотката од обоен челик: 100 mm
1.3. Со рачно тркалање за затегнување на намотката
1.4. Управувано од моторот
1.5. Мотор со погон: 1.5kw
2. Двоен моторизиран одмотувач (калем од поцинкуван челик)
2.1. Капацитет на товарење: 3000 кг*2
2.2. Спецификација на намотката: надворешен дијаметар 1.500 mm. ИД 508 mm. ширина: 150 mm.
2.3. Со рачно тркалање за да се затегне намотката.
2.4. Управувано од моторот
2.5. Мотор со погон: 1.5kw

Единиците за формирање ролери работат со голема брзина, па затоа ни е потребна единица за складирање за да го заштитиме моторот и редукторот и да го продолжиме нивниот век на траење.

Моќноста на моторот е 15KW, брендот е ABB.
Основниот материјал на машината е челик Q345-B со целосна термичка обработка за да се елиминира внатрешната сила за долг век на траење на машината.
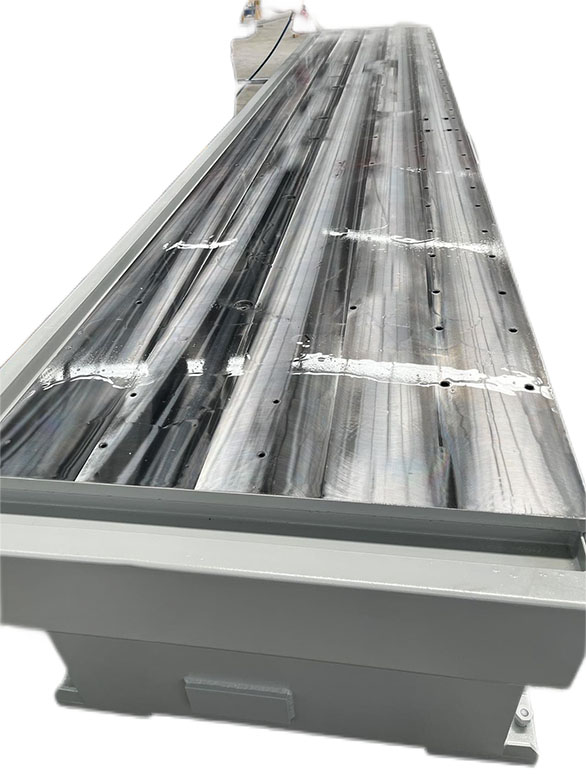
Работната маса на машината користи голема CNC обработка за високо прецизно ниво, рамна толеранција во рамките на 0,05 mm, простор во рамките на 0,02 mm во единиците за формирање на валјаци или клинот за позиционирање.
Единиците за обликување со валјак (COMBI) се фиксирани на основата на машината. COMBI може да се замени во зависност од различните големини на Т-шипките.
Станица за обликување ролни 16+ 5 помошни ролери, Материјал на ролерот е CR12MOV1(SKD11) Вакуумска термичка обработка 58-62 HRC.
Машината за обликување ролни ја прифаќа целата структура на менувачот за да го продолжи животниот век на машината.
Дијаметарот на јадрото на вратилото е ∮40 mm, материјалот е 40 CR со термичка обработка на гаснење.
Материјал на рамката на ѕидот: Q345 - B, CNC обработка, термичка обработка.
Број на седиште за исправување: 1 сет, употребата е за исправување на профилот од горе и долу, напред и назад, лево и десно.
Брзина на формирање линија 0-80M/min. Брза или бавна брзина може да биде автоматска контрола.

Удирачкиот калап го користи материјалот SKD11 со вакуумска термичка обработка, тврдоста е HRC 58–62.
Инсталирајте 6 парчиња калапи за дупчење.
Должина на сечење 3600 mm Монтажни дупки во форма на Т-ШПИРКА, Конектор со хидраулично дупчење, Роботот ја носи дупчената Т-шипка до масата за редење.
Моќност на моторот: 15KW, Марки на мотори: ABB
Работен притисок на пумпата: 140 кг Хидрауличен проток: 65L Марка: Rexroth (германски)
Цилиндри за масло, количина: 9 парчиња
Акумулатор: 25L Марка: OLAER (француски)
Сензор за притисок, IFM (германски) електромагнетниот вентил: Rexroth (германски)
Марката за филтрација е Parker (САД) 10.7, маслото се лади со вода или со воздух (според потребите на корисникот).

Брендови на PLC: MITSUBISHI (ЈАПОНИЈА).
Контролер за смолкнување: Италијански (SIHUA).
Моќност на фреквентен инвертер: 15 KW бренд: YASKAWA (Јапонија)
Марка на реле и прекинувач: Шнајдер.
Интерфејс човек-машина (екран на допир) марка: KINCO, големина 10,4".
Електричен кабинет, поврзан со надворешна жица преку брз приклучок.








Категории на производи
-

Италијанска технологија машина за тавански крстообразни Т-шипки ...
-

Автоматски високобрзински мултиспецификациски главен ...
-

Италијанска технологија на таванот SIHUA главен и вкрстен...
-

Шангајски квалитет SIHUA главен тавански т-мрежен ролен...
-

Машина за формирање ролни со вкрстен Т-шипка од легиран конектор
-

Автоматски долг и краток крстообразен висечки таван...